一、 大型工件加工面臨的核心技術瓶頸
在重型機械與精密加工領域,工件尺寸的增加(通常指長度超過 3 米、重量超過 5 噸以上)會讓加工難度呈幾何級數增長。主要的技術挑戰包含:
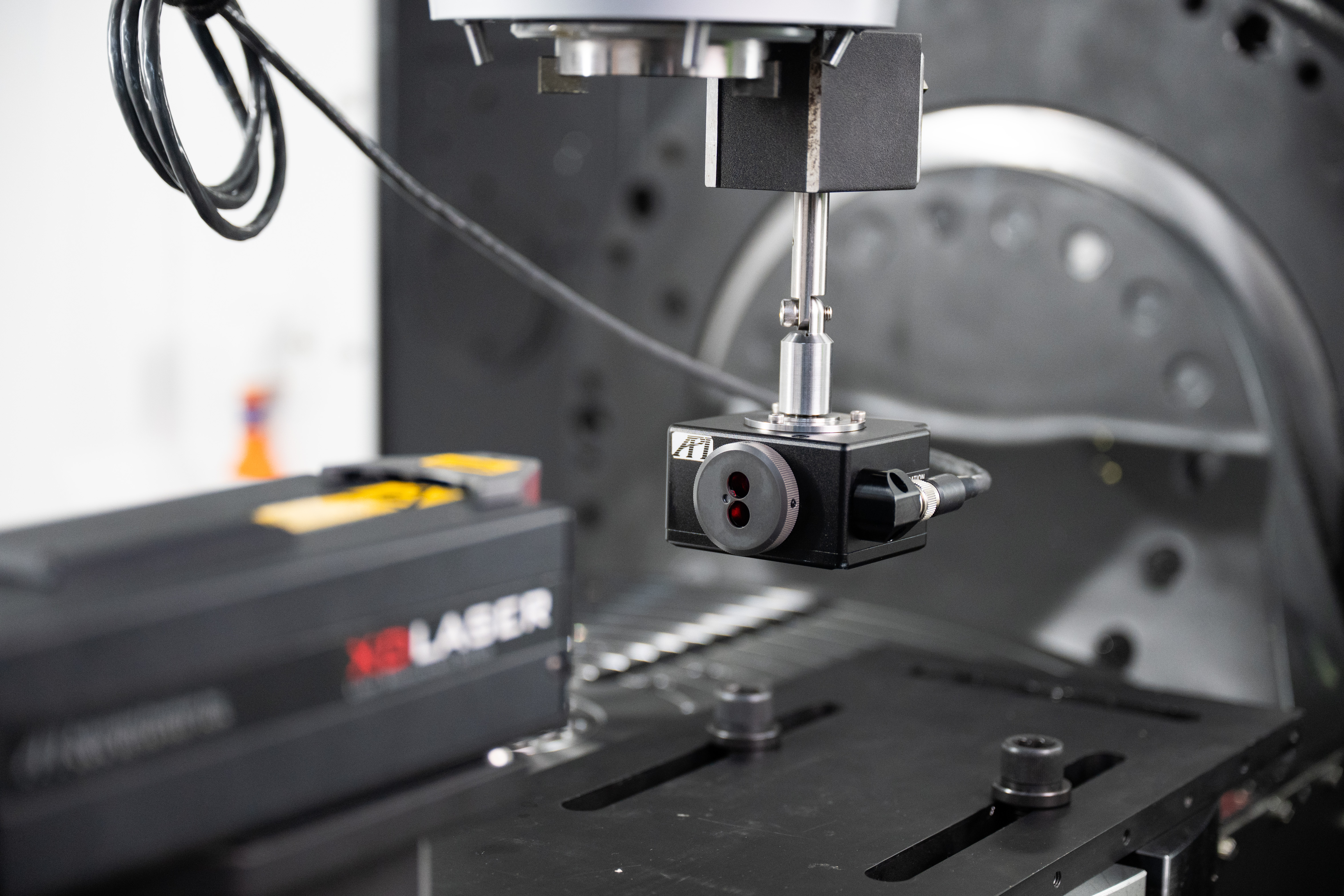
1.頻繁裝夾引起的非切削時間(Non-Cutting Time)膨脹與累積誤差
- 製程痛點:傳統三軸或一般四軸機台在加工大型模具的深腔、或航太件的多面向特徵時,必須依賴人工進行反覆翻面與重新壓緊。
- 物理影響: 每次重新裝夾(Setup)都會引入新的基準面誤差。即便使用高精度尋邊器與校正塊,仍無法完全消除累積誤差(Cumulative Error)。此外,大型工件的「找正」與「打錶校對」往往耗時數小時,導致機台長時間處於非切削狀態,大幅降低設備稼動率。
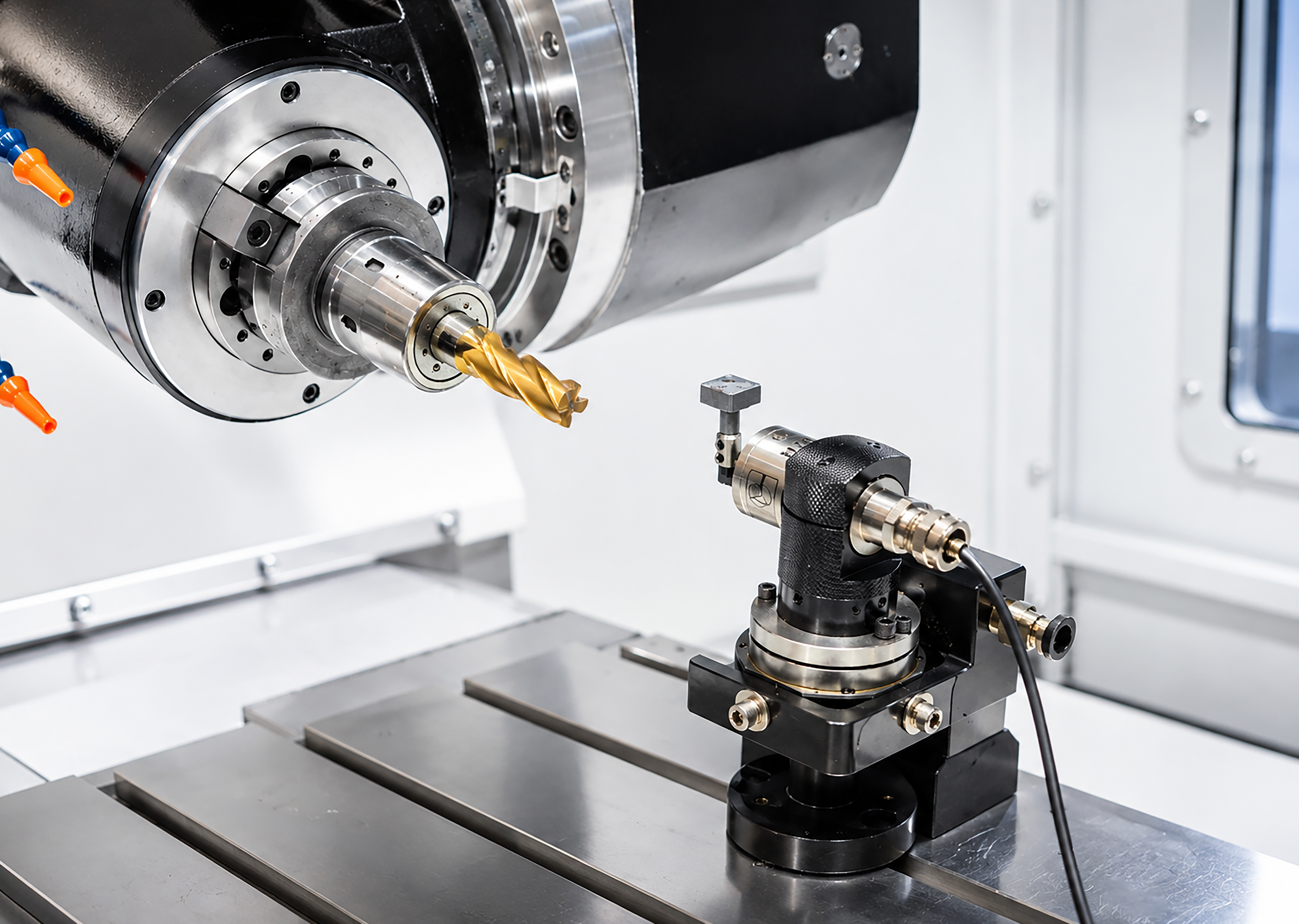
2.長時間連續加工下的結構動態剛性(Dynamic Stiffness)不足
- 製程痛點:大型鑄件、鍛件或高硬度合金鋼(如模具鋼 P20/H13)在進行大移除量重切削時,會產生巨大的激振力。
- 物理影響: 若工具機的立柱與橫樑剛性不足,會引發切削顫振(Chatter)。顫振不僅會破壞工件表面粗糙度(出現震紋),還會加速刀具的崩刃與主軸軸承的疲勞磨損。
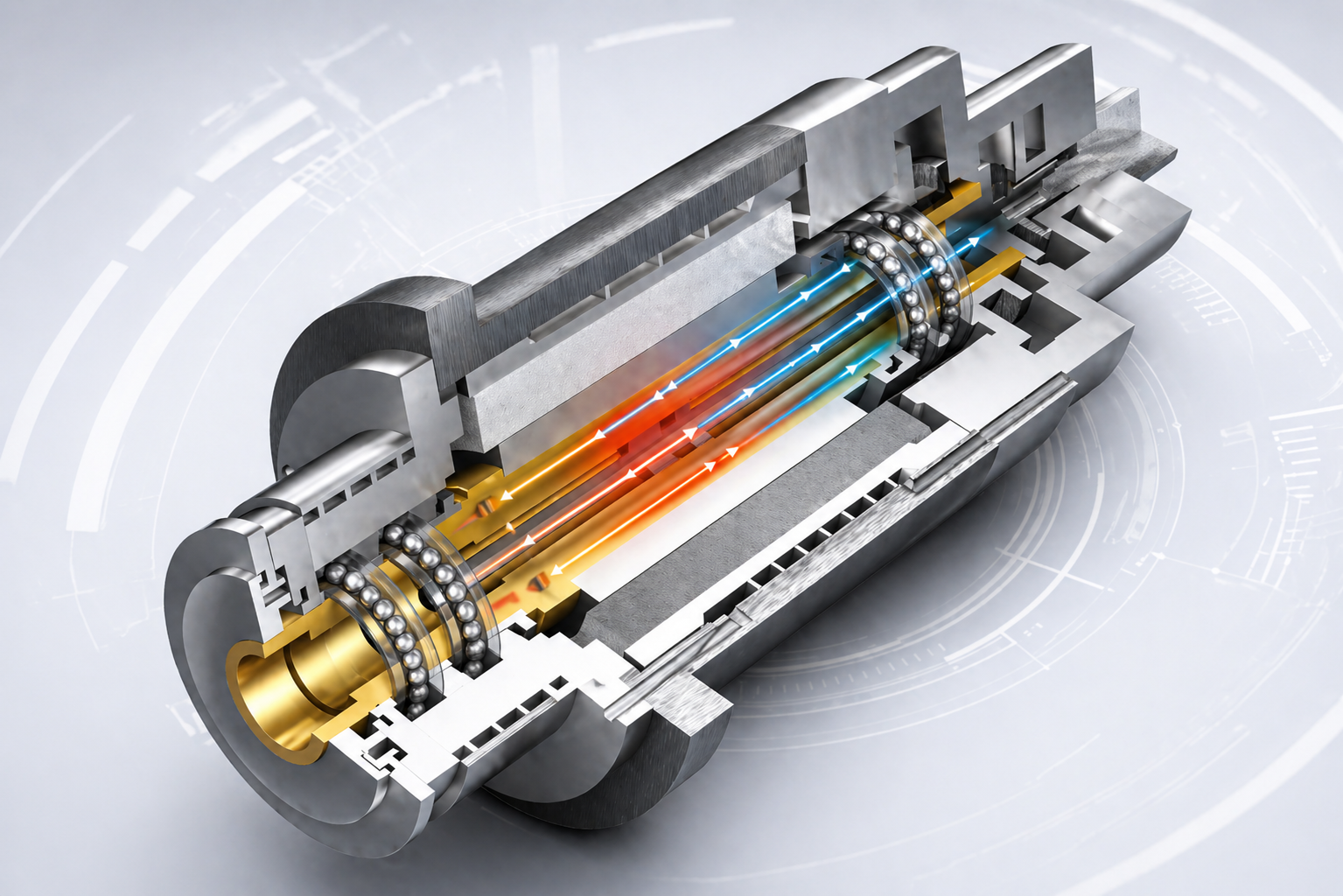
3.熱變位(Thermal Displacement)導致的精度漂移
- 製程痛點:大型工件加工週期長,往往需要跨班次、連續切削數十小時。
- 物理影響: 主軸高速運轉產生的切削熱、環境溫差(晝夜變化),以及馬達發熱,會導致機台結構件發生非線性熱膨脹。對於長達數米的工件,數度的溫差就可能導致數十微米($\mu m$)的幾何變形,使最終成品超差。
4.技術人才斷層與人工換頭的環境局限
- 製程痛點:傳統大型龍門機台若需要改變加工角度,需仰賴經驗豐富的師傅手動吊掛、安裝各種角度頭(附件頭)。
- 物理影響: 人工換頭除了耗時、危險性高之外,手動鎖緊的力矩不均也會影響加工剛性。在技術人員短缺與薪資成本上升的趨勢下,此模式成為產能擴充的最大絆腳石。